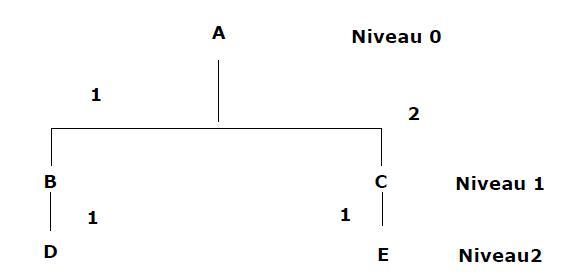
Nomenclature
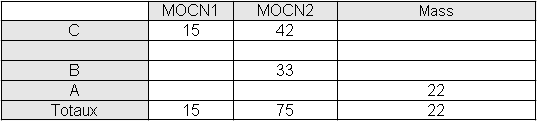
Gamme de fabrication :

La demande moyenne par semaine de produits finis A est de 1500 pièces.
Les valeurs du tableau correspondent à des temps réels de production, les temps improductifs sont déjà déduits.
Mais l'expérience montre que sur chaque machine, les retards dus aux aléas ne dépassent jamais une heure.
Question
1) Déterminer les temps de fabrication pour chaque machine nécessaires à la réalisation d'une seule pièce A. Identifier le goulot.
2) Déterminer en utilisant la règle 6 de la méthode de gestion par les contraintes le flux de sortie maxi par semaine des pièces A.
3) Définir le nombre de pièces D et E à commander par semaine.
4) Définir les taux d'occupation de toutes les machines avec le débit déterminé au 2).
5) Proposer une solution pour que les aléas qui arrivent lors de la fabrication ne soient pas du temps perdu sur le goulot.
Question 1
Les gammes de fabrication permettent de déterminer les temps passés sur chaque pièce par machine.
Mais la nomenclature nous indique que pour réaliser 1 A il faut 2 C aussi les temps totaux deviennent :
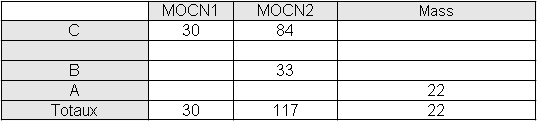
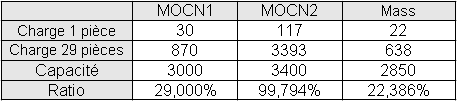
Si l'on fait le ratio charge pour une seule pièce par la capacité on obtient :

La MOCN2 est la plus occupée c'est donc la machine goulot.
Question 2
La règle 6 nous dit que le goulot détermine à la fois le débit de sortie et le niveau des stocks.
Puisqu'il faut 117 minutes sur la machine goulot pour produire 1 pièce A, la capacité hebdomadaire de A étant de 3400 on peut réaliser :
3400/117=29 pièces par semaine.
Question 3
Puisque l'on peut produire 29 pièces A par semaine, la nomenclature nous indique qu'il faut commander :
29 pièces D et 2*29=58 pièces E par semaine .
Question 4
Question 5
La règle 4 nous indique qu'une heure perdue sur une machine goulot est une heure perdue pour tout le système.
Aussi la MOCN2 étant la machine goulot il faut éviter que celle-ci soit en rupture de stock.
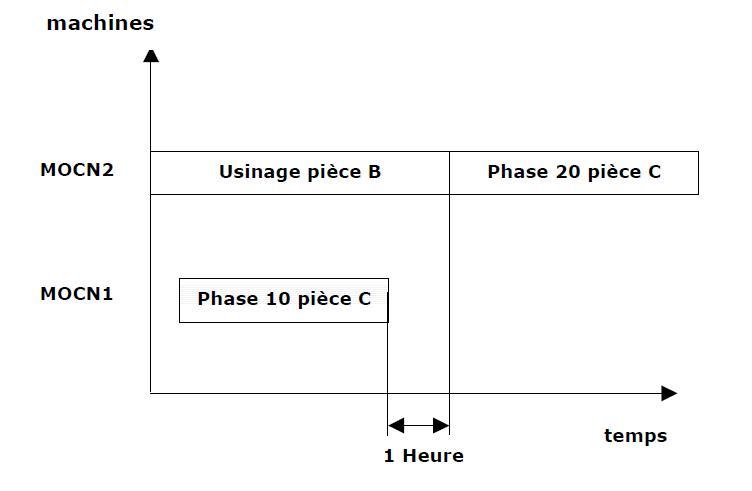
Pour éviter cela il faudra prévoir un stock suffisant de pièces D permettant de pallier les aléas d'approvisionnement et sur le planning prévoir que la phase 10 d'usinage de C soit finie au moins une heure avant.
Ceci afin de pallier les aléas divers pouvant intervenir sur la MOCN1 pour que la MOCN2 soit toujours alimentée en pièces.